
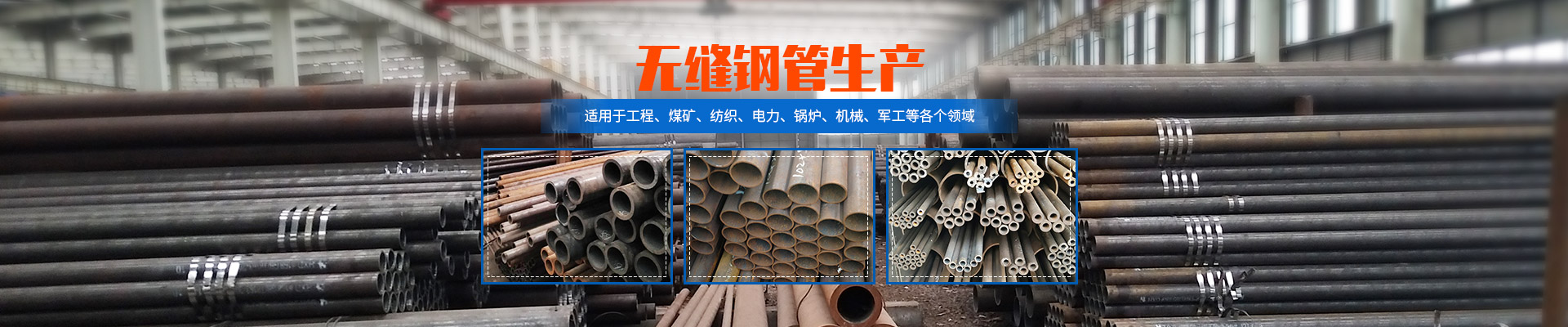
高頻焊管

高頻焊管:高頻焊管其特點是:焊接速度大,焊接熱影響區小,焊接對工件可以不清理,可焊薄壁管,可焊金屬管。晶體高頻機它以節能環保.使用安全.壽命長.焊接品質優良等優點,深受制管,等工業的信賴,更是焊管高頻的換代產品, 它也是中國高頻市場的一大變革. 生產工藝流程主要取決于產品品種,從原料到成品需要經過一系列工序,完成這些工藝過程需要相應的各種機械設備和焊接、電氣控制、檢測裝置,這些設備和裝置按照不同的工藝流程要求有多種合理布置,高頻焊管典型流程:縱剪―開卷―帶鋼矯平―頭尾剪切―帶鋼對焊―活套儲料―成型―焊接―清除毛刺―定徑―探傷―飛切―初檢―鋼管矯直―管段加工―水壓試驗―探傷檢測―打印和涂層―成品。6.1焊管坯的幾何尺寸
管坯的寬度和厚度偏差大,會改變邊緣的加熱溫度和擠壓量,合格的產品必須要求管坯的寬度和厚度在公差范圍之內。
6.2管坯形狀及相接形式
如果管坯邊緣存在撓曲、鐮刀彎及波皺等現象,通過成型機時就會偏離孔型中心,造成帶鋼兩邊彎曲。軋輥調整不良也會造成帶鋼跑偏或管坯扭曲等缺陷,造成影響焊接質量或根本無法焊接的后果。
管坯兩端焊接時要求兩端全部厚度相接,管坯兩邊緣不但要平直而且要平行。縱剪帶鋼時圓盤剪刃間隙過大或刀刃磨損嚴重造成帶鋼邊緣毛刺過大,也易產生焊接后裂紋。
管坯的寬度和厚度偏差大,會改變邊緣的加熱溫度和擠壓量,合格的產品必須要求管坯的寬度和厚度在公差范圍之內。
6.2管坯形狀及相接形式
如果管坯邊緣存在撓曲、鐮刀彎及波皺等現象,通過成型機時就會偏離孔型中心,造成帶鋼兩邊彎曲。軋輥調整不良也會造成帶鋼跑偏或管坯扭曲等缺陷,造成影響焊接質量或根本無法焊接的后果。
管坯兩端焊接時要求兩端全部厚度相接,管坯兩邊緣不但要平直而且要平行。縱剪帶鋼時圓盤剪刃間隙過大或刀刃磨損嚴重造成帶鋼邊緣毛刺過大,也易產生焊接后裂紋。









 湘公網安備43010302001971號
湘公網安備43010302001971號


